航空發動機渦輪葉片涂層熱電偶測溫技術
發布時間:2021-11-01
瀏覽次數:
摘要:針對航空發動機渦輪葉片測溫難題,設計了一種與葉片一體化集成的涂層
熱電偶溫度傳感器。利用熱噴涂技術進行溫度傳感器的原位制造與微加工,并對樣品進行了靜態標定試驗、高溫高速燃氣沖擊試驗、高速旋轉輪盤試驗等系列性能考核,通過理論模型的建立,討論了涂層對測溫結果的影響規律。試驗及仿真計算結果表明:涂層熱電偶傳感器測量精度達到
I級標準熱電偶允差等級,并能在高溫、高轉速、復雜的氣動激振力及大離心載荷下可靠穩定工作。該技術可實現航空發動機渦輪葉片表面溫度實時監測與正確測量,為葉片設計定型及改進提供了1種新的技術手段。
0引言
為了提高推重比,航空發動機的壓氣機壓縮比、轉速及渦輪前溫度都在不斷提高,轉子葉片不但承受著巨大的熱負荷,而且要在熾熱的高溫高壓燃氣流中高速旋轉,巨大的熱梯度將使渦輪葉片經受嚴重的熱應力和應變,使其蠕變壽命大幅度降低,導致葉片發生燒蝕、斷裂等故障"。因此,實時監測及正確測量渦輪葉片表面溫度極其重要[2。在冷效試驗中,通常在葉片表面開槽埋設
鎧裝熱電偶進行測量,然而該方法破壞了葉片結構,使葉片傳熱性能發生改變,降低了測量精度,且在葉片尾緣等薄壁結構中無法埋設";紅外輻射測溫屬于非接觸測量技術,測溫上限高,能得到連續的溫度場數據,但受發射率測量影響,存在測量誤差大、溫度分辨率及空間分辨率低等問題;示溫漆、晶體測溫技術無需測試引線凹,但只能獲得試驗狀態的最高溫度,不能實時監測-1I;薄膜熱電偶具有結構尺寸薄、響應速度快等優點,但存在引線連接困難,熱電特性一致性較差等問題.
針對渦輪葉片測溫需求及現有技術的局限性,本文介紹了一.種自行研制的與試件--體化集成的涂層熱電偶溫度傳感器。
1涂層熱電偶的設計與制備
1.1傳感器設計
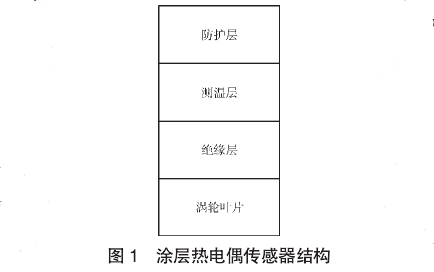
測試主要針對單晶高溫合金渦輪葉片,不同于常規熱電偶,需將其制備在渦輪葉片表面上,并與葉片結構一體化集成。同時,傳感器需適用于高溫、高壓、熱沖擊、高轉速等渦輪葉片試驗工況,因此設計了如圖1所示的傳感器結構,基底為高溫合金試片,其上依次制備Al
20
3絕.緣層、NiCr/NiSi測溫層、Al
20
3防護層。
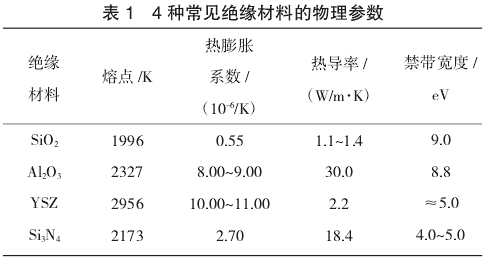
使用熱電偶測溫時,除了測量端以外,其他各部分之間要求絕緣良好,否則會因熱電極短路而產生誤.差。因此需要在溫敏層與金屬基底間制備絕緣層。選用4種常見的耐高溫絕緣材料,其主要物理參數見表1。
選用Al
20
3材料用于制作絕緣層,主要依據為:
(1)Al
20
3材料與Si;N4材料均具有較高的熱導率,可快速將表面熱量向下傳遞,避免熱量在表面堆積而積累過高的熱應力。
(2)YSZ在高溫環境下是電解質材料,表現出良好的導電性,不適合作為高溫下的單一絕緣材料使用。
(3)Al
20
3材料的禁帶寬度遠大于Si;N4材料的,在高溫下絕緣性能更優。
此外,為提高涂層熱電偶在惡劣環境下的可靠性,延長其使用壽命,在測溫層上制備防護層進行保.護。為避免不同材料間因熱膨脹系數不同導致涂層開裂、脫落,防護層材料選用與絕緣層相同的Al
20
3材料。
1.2傳感器制備
涂層熱電偶制備工藝主要分為表面處理和熱電偶安裝。
1.2.1表面處理
將高溫合金平板試片表面不需噴涂絕緣涂層的部位用高溫膠帶不銹鋼薄皮包裹保護好,僅露出需噴涂高溫絕緣涂層的部位;用石英砂或金剛砂在0.4~0.6MPa壓力下進行噴砂處理(砂石顆粒度為20~180目),去除試件表面的氧化層和其它污染物;用高.壓氣體吹凈殘留的砂粒;再用純度為99.9%的無水乙醇進行不少于5min的超聲清洗;最后利用熱風槍烘干試片表面。
1.2.2熱電偶安裝
首先利用熱噴涂技術噴涂Al
20
3材料制備絕緣涂層;接著利用窄帶狀高溫膠帶將φ=0.08.mm的
K型微細熱電偶絲正極、負極緊密粘貼在絕緣涂層表面,采用噴涂Al
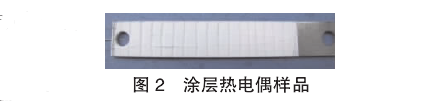
20
3材料將偶絲預固定;最后,去除窄帶狀高溫膠帶,對半固定狀態的溫度傳感器再次進行熱噴涂,使其全部被涂層覆蓋保護,完成防護層制備。制備的涂層熱電偶樣品如圖2所示。
2性能試驗及分析
2.1靜態標定
采用標準溫度檢定爐KRJ-300進行熱電性能標定。在試片正反面相同測點位置分別安裝K型涂層.熱電偶與K型鎧裝熱電偶。共選取8個溫度點進行數據采集,靜態標定數據見表2。
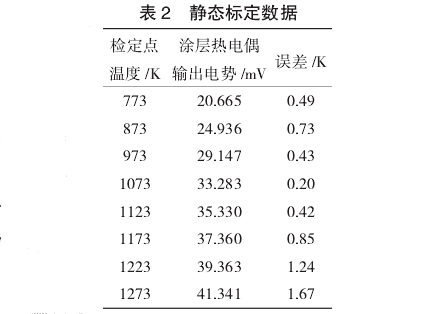
從表中可見,測量絕對誤差隨溫度升高而增大,但最大誤差僅為1.67K(標定溫度為1273K時),達到I級標準熱電偶允差等級±0.4%ltl的要求。
2.2高溫高速燃氣沖擊試驗
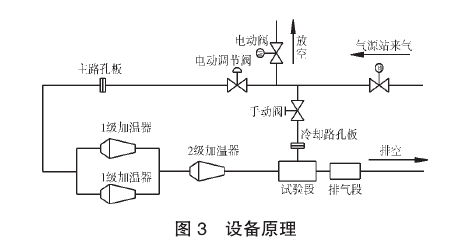
在高溫合金支桿上布置涂層熱電偶傳感器,驗證其在渦輪葉片實際工況中的可靠性。模擬試驗在某加力燃燒室模型試驗器上進行,設備原理如圖3所示。
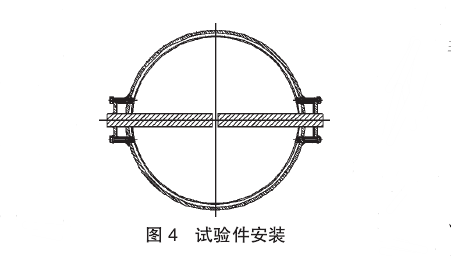
試驗段位于2級加溫器出口,總長400mm,由水冷轉接段和測量段組成,試驗段外殼體及測量段內隔熱屏均采用20#鋼材料制作,2個水管接嘴用于引入冷卻水冷卻隔熱屏和摻混溫度場,試驗段上相對位置安裝4個試驗件,如圖4所示。
點火后,增大加溫器進口流量和燃油流量,在馬赫數不低于0.1的工況下,將燃氣氣流總溫分別調至900、1000、1100、1200、1300、1400K,每種狀態下穩定5min后采集記錄涂層熱電偶溫度傳感器的溫度值,高低溫沖擊/循環3次。抗氣流沖擊能力測試原理如圖5所示。
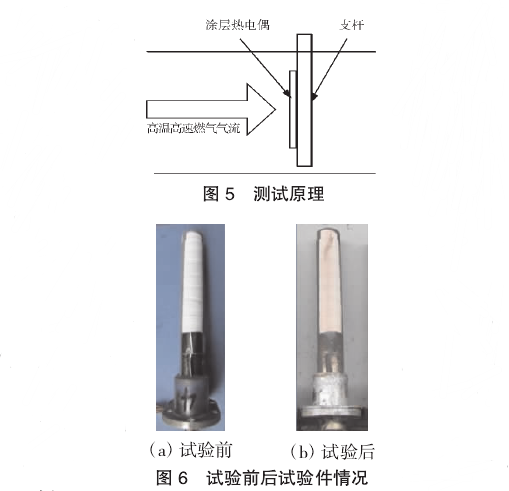
試驗后,拆下試驗件,涂層的熱電偶涂層附著完好,無脫落現象,試驗前后試驗件情況如圖6所示。
2.3高速旋轉輪盤試驗
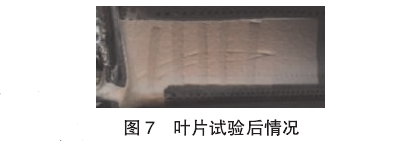
為考核涂層熱電偶在熱力、離心力雙重負荷下的附著強度,選用某型發動機渦輪轉子葉片進行涂層熱電偶制備,利用某立式輪盤循環旋轉試驗器進行試驗驗證。試驗共進行5輪次變轉速循環,總時長達75min,最大試驗工況為:最高轉速13000r/min,葉片表面溫度873K。試驗后涂層熱電偶附著牢靠,如圖7所示。
3涂層影響因素分析
渦輪葉片涂層熱電偶采用多層涂層結構組成,總厚度約為0.2mm,但涂層結構的存在對測試結果的影響尚不明確。為此,基于瞬態熱/流耦合理論,采用有限元/邊界元方法進行瞬態熱沖擊數值仿真,針對涂層葉片和光滑葉片在同樣邊界條件下展開測點溫度變化研究,討論氣動、涂層及葉片結構對測溫結果的影響。
3.1計算模型
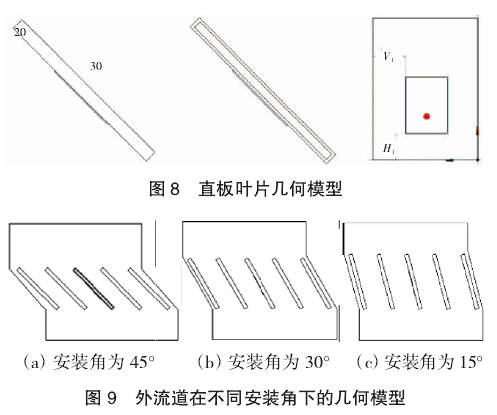
3.1.1幾何模型
采用的模型為普通直板葉片,其尺寸(長×寬×高)為40mm×30mm×2mm,與其相對應的中空葉片壁面厚度為0.4mm。葉片結構及溫度測量點位置如圖8所示。從圖中可見,涂層附著于試片外表面的葉盆面,其尺寸(長×寬×高)為16mm×12mm×0.2mm;寬度V1、長度H1的尺寸分別為7.5mm、9.5mm,其中紅心表示熱電偶所在位置。外流道的幾何模型如圖9所示。其中進口面積為2856mm2,內流道進口面積為35mm2。同時,為避免流道兩側采用周期性壁面影響計算結果,采用5排葉珊計算模型。
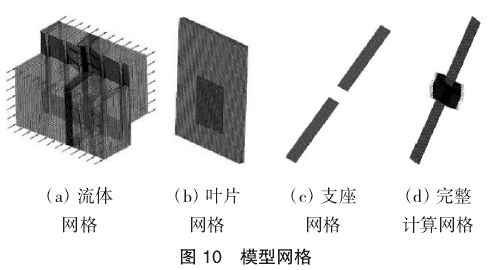
3.1.2網格劃分
采用CFX軟件的前處理工具ICEM建立結構化網格。考慮到瞬態換熱計算的精度,需要較密的網格結構,因此設置最大網格尺寸為0.15mm。分別將葉片、外流道及內流道網格數劃分為3萬、40萬、4萬,對涂層區域進行局部加密,其網格節點數為6萬。各部分網格結構如圖10所示。
3.2溫度場計算
3.2.1前處理
試片材料假設為DD6高溫合金,涂層材料為Al2O3。在CFX軟件中設置流場進口總壓為290kPa,出口設置靜壓為270kPa。對于中空葉片設置內部氣體為25℃標準空氣模型,并將整個域設置成固體材料以避免出現換熱流動現象。換熱支板同樣采用與葉片相同的材料進行計算。選取普朗特數為7.24,邊界設置為無滑移壁面,交界面網格連接方式為交界面網格(GeneralGirdInterface,GGI)。湍流模型采用剪切輸運(ShearStressTransport,SST)湍流模型。
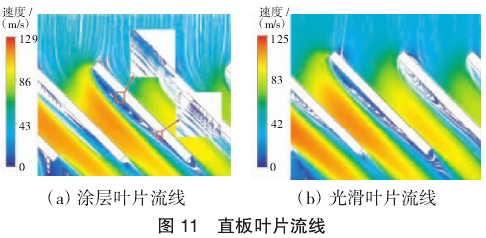
3.2.2流速變化對溫度場的影響
以45°直板葉片為例,分析涂層對流場的干擾,進而探討其對溫度的間接影響。45°直板葉片周圍燃氣的流線如圖11所示。從圖中可見,增加涂層后流速略有上升,葉背方向大渦形成位置變化較小,但由于靠近涂層的區域幾何結構存在較大變形,在涂層前后緣處易形成小渦,這種渦旋會對葉片表面換熱產生一定影響。涂層的存在減小了該處流道的截面面積,因此提高了葉柵內空氣流速,進而使得實際測量的溫度偏低。
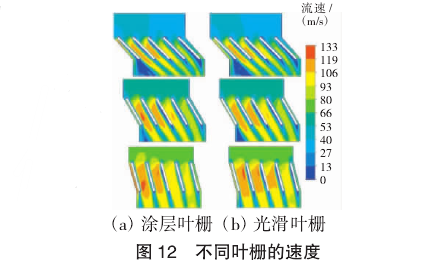
不同安裝角下流場如圖12所示。從圖中可見,增加涂層后,不同角度的葉柵流場均受到一定程度的影響,隨著安裝角的減小,涂層對流場的影響有所削弱。
3.2.3瞬態溫度計算結果
安裝角為45°時涂層葉片與光滑葉片瞬態溫度分布對比如圖13所示。從圖中可見,葉片前后緣首先被加熱,熱量逐漸向內及葉片前后表面擴散,最終在葉片中心處形成穩定的熱場。由于葉片上下端部換熱平板的存在有效地控制了葉片表面溫度的分布,因而其溫度場更接近于葉片真實的加熱狀態。在非穩定條件下,涂層影響了葉片中截面處的溫度場,且在涂層的前后緣形成局部的高溫集中,這主要是由于局部氣流的不穩定流動造成的。
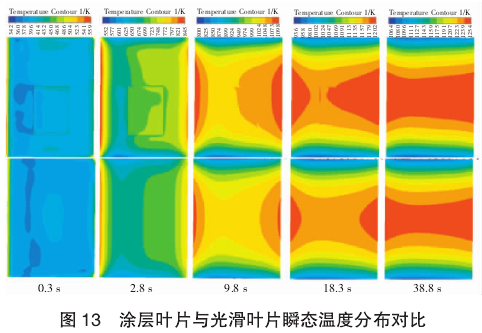
圖9中葉片待測位置處的溫度隨時間的變化如圖14所示。

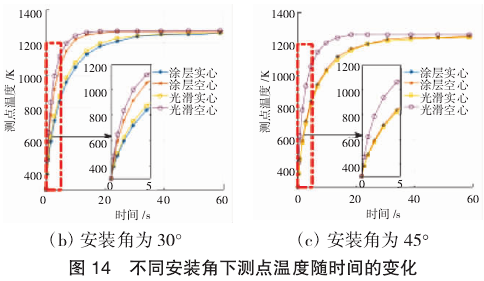
從圖中可見,測點在5s內不同葉片計算結果偏差較大。當涂層存在時,短時間內起到保護測點的作用,涂層本身的隔熱性能使待測點溫度短時間內無法直接接觸主流燃氣。因此,當測試瞬態溫度變化時,采用涂層覆蓋熱電偶的方式可能會使測量結果低于實際葉片表面溫度。當加熱至60s后,這種隔熱效果變得微乎其微,不同葉片的測量結果基本相同。
4結論
本文從涂層熱電偶傳感器的制備、性能試驗及涂層影響因素分析等研制過程進行論述,得出如下主要結論:
(1)設計了一種與渦輪葉片一體化集成的涂層熱電偶傳感器結構,并利用熱噴涂技術進行了傳感器試制。
(2)涂層熱電偶測溫的最大絕對誤差為1.67K(檢定溫度為1273K),測量精度滿足Ⅰ級標準熱電偶允差要求。
(3)涂層熱電偶可承受的燃氣沖擊速度不低于0.1Ma,燃氣溫度不低于1400K,同時可在13000r/min、873K的高溫高速旋轉條件下穩定工作。
(4)在進行穩態測量時,當葉片溫度達到平衡后,涂層對葉片表面溫度分布影響較小,可忽略,基本滿足發動機試驗的測試要求;在瞬態測量時,涂層對測量結果有一定影響,要得到正確的修正規律,需結合具體試驗件及試驗工況,進一步討論涂層厚度、形狀、安裝位置以及來流條件等多種因素的影響。涂層熱電偶測溫技術為航空發動機渦輪葉片表面溫度實時監測及正確測量提供了一種新手段。

